News
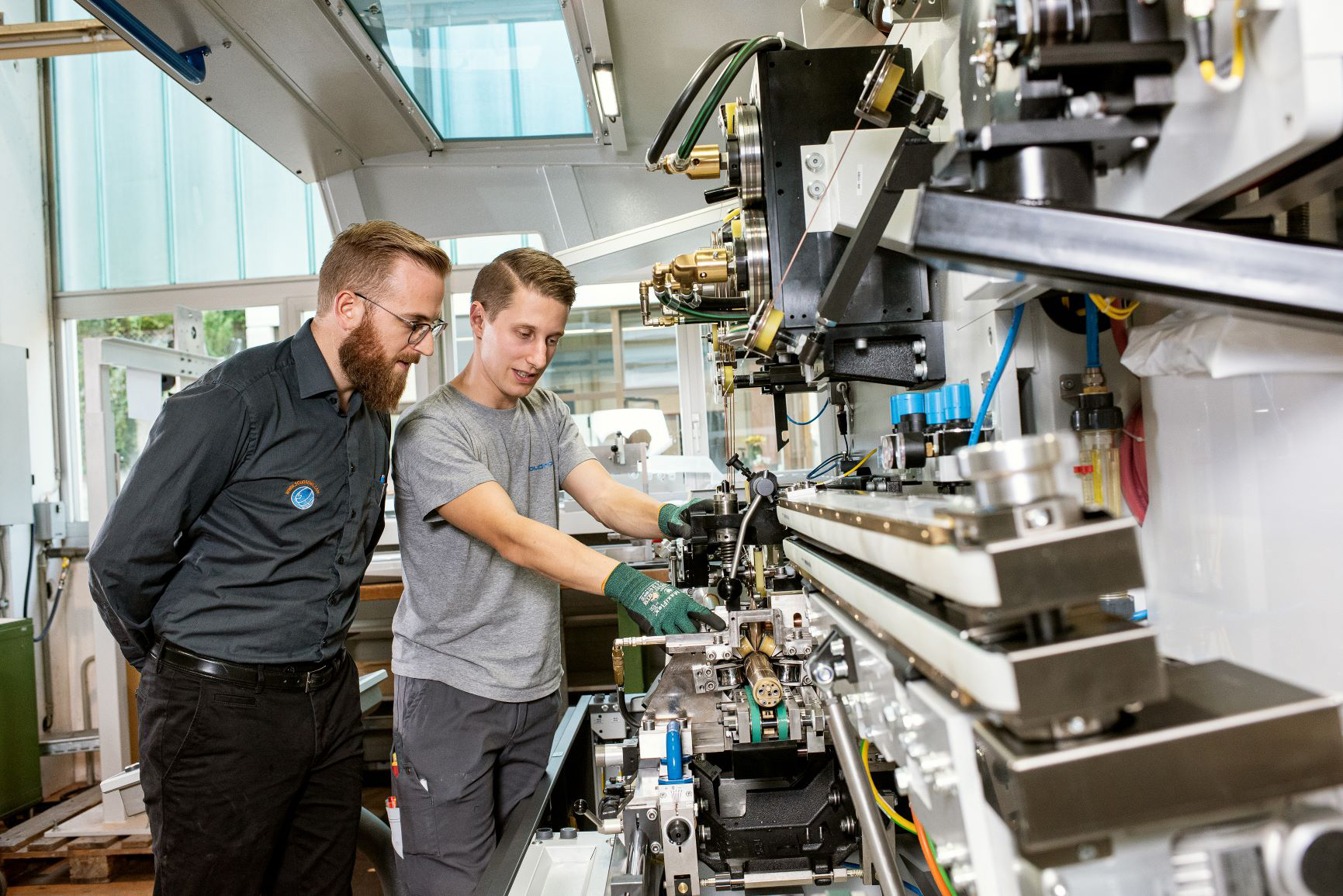
Soudronic is a global, innovative industrial company and a market leader in the production of welding and production systems for metal packaging. We develop, build, and install resistance welding machines and turnkey manufacturing lines. Our export share is over 90% and we serve our customers in more than 120 countries. Our production facilities and subsidiaries are located in France, Italy, America, Mexico, and China.
Filter by
-
BPC, SPC powder (coating) systems
Production of unit has been stopped because key components are no longer available. As many electronic components used in older Frei AG systems are getting phased-out by suppliers, the need to adapt electrical systems to accommodate new equivalent replacements is …
-

PCA, PCB and ECM, FCM gas curing systems
Production of unit has been stopped because key components are no longer available. As many electronic components used in older Frei AG systems are getting phased-out by suppliers, the need to adapt electrical systems to accommodate new equivalent replacements is …
-

mySoudronic – Our brand-new customer portal!
We provide support for you and your operators anytime, anywhere, and on any device with mySoudronic. This single point of entry offers a wide range of useful applications. Train your operators with Academy e-learning modules or help yourself with self-support …
-

Anuga FoodTec 2024
Soudronic Group participated in the exhibition Anuga FoodTec, which took place from March 19 to 22, 2024 in Cologne, Germany. In a virtual presentation, we showed our turnkey can manufacturing systems. For more details about the exhibition, please refer to …
-

mega24 Gewerbeausstellung Mutschellen
Soudronic strongly engages in the Swiss Vocational Education and Training for young people. Come and see our trainees presenting their professions at our booth C011 at the trade exhibition mega24 in Berikon, Switzerland from 11 – 14 April, 2024. Soudronic …
-

LATAMCAN in Buenos Aires
The Latin American Canmakers Conference took place from 17 – 19 April, 2024 in Buenos Aires, Argentina. We participated in the exhibition, and it was a pleasure to have visitors come and see us.
-
Cannex Fillex Asia Pacific
We will be presenting our machines and innovations at the world canmaking congress Cannex Fillex in Guangzhou, China from 16 – 19 July 2024. Visit us at our booth 1407 in hall 9.1
-

Season’s Greetings 2023
Enjoy watching our Season’s Greetings movie! We wish you a peaceful Festive Seasonand a Happy New Year. Wir wünschen Ihnen frohe Festtageund einen guten Rutsch ins neue Jahr. Nous vous souhaitons de joyeuses fêteset une excellente nouvelle année. Sinceri auguri …
-

Phase-out APC, EPC, LPC – Last call
End of life will be June 2024. Our supplier is phasing out many electronic components used in older Frei AG systems. To secure the function and avoid a loss in production, we strongly recommend having the ACP, EPC, LPC powder …
-

Offices closed for holidays and contact details of on-call team
Please be informed that our offices will be closed from December 23, 2023 until January 2, 2024 in observance of the Christmas holidays. Normal operations will resume on January 3, 2024. Our on-call team is available on a selected number …
-

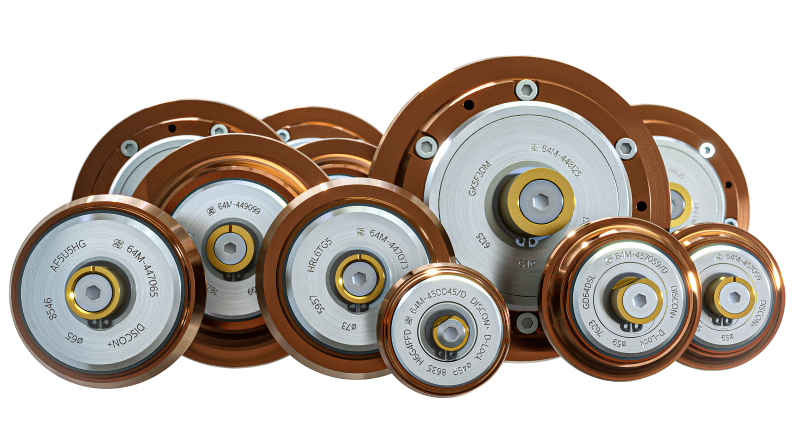
DISCON+ a masterpiece of engineering
Watch our video and find out more about the advantages of our new DISCON+ roller head. DISCON+ is the latest generation of our famous mercury-free roller head for can body welders. It is a true masterpiece of engineering and the …
-

Phase-out UNICONTROL 1 – Last call!
Soudronic will phase-out UNICONTROL 1 by April 2024. As technology advances, some components of UNICONTROL 1 control units have been phased-out by our sub-supplier. To ensure functionality and prevent a loss in production, we strongly advise converting the equipment that …
-
Official product launch of DISCON+
The new DISCON+ roller head: Official product launch on 1 July 2023! With the new DISCON+ roller heads, we are improving the already renowned high quality and reliability, with improved key components, a new welding arm interface D-Lock (option) and …
-
Phase-out of UNISOUD, upgrade to PULSAR
Soudronic will phase out the UNISOUD converter by June 2025. Upgrade to the latest welding current technology and benefit from all advantages of the new PULSAR, the direct replacement. Since its development by Soudronic in 1992, the pioneering achievement of …
-

Gulfood Manufacturing Dubai 2023
Soudronic Group participated in the Gulfood Manufacturing Food Tech Show, which took place from November 7 – 9, 2023, at the Dubai World Trade Centre. This event offered a glimpse into the future of food technology and manufacturing, showcasing the …
-
Phase-out from PCE or UNICOAT, upgrade to SOUCOAT P-60S or SOUCOAT P-120S
Soudronic will phase out the PCE or UNICOAT by June 2026. Upgrade to the latest powder coating technology. Soudronic developed the PCE powder system in 1988, which was renamed UNICOAT in 2002. The system was sold until 2005. Due to …
-

APC, EPC, LPC – Conversions to PowerCOAT technologies
Soudronic will phase-out the APC, EPC, LPC by June 2024. As many electronic components used in older Frei AG systems get phased-out by suppliers, the need to adapt electrical systems to accommodate new equivalent replacements is ever increasing. This is …
-

Thank you for visiting us at Metpack
After six years we had the chance to welcome our customers and prospects at Metpack. Around 6,500 trade visitors from all parts of the world visited the world’s leading trade fair for the metal packaging industry, that took place from …
-
Launch of new website
We’re proud to announce the launch of our new website! And there’s more than just a new look: All five brands of the Soudronic Group have now been integrated in one website. The complete product offering of Soudronic, Sabatier, Ocsam …
-
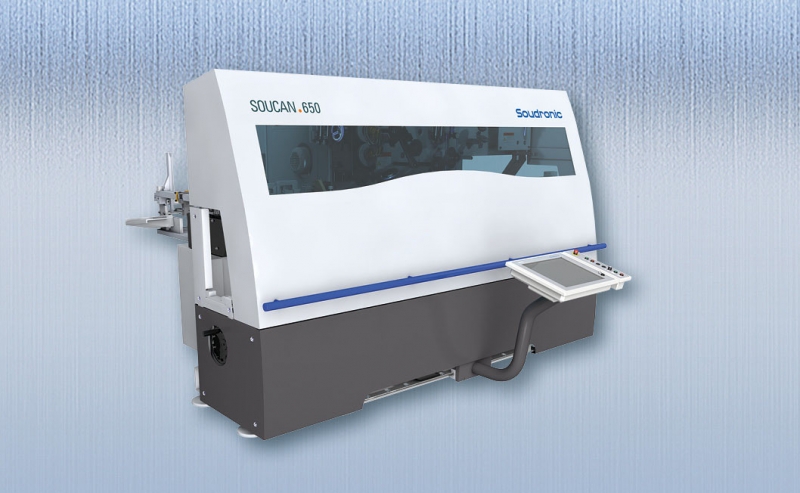
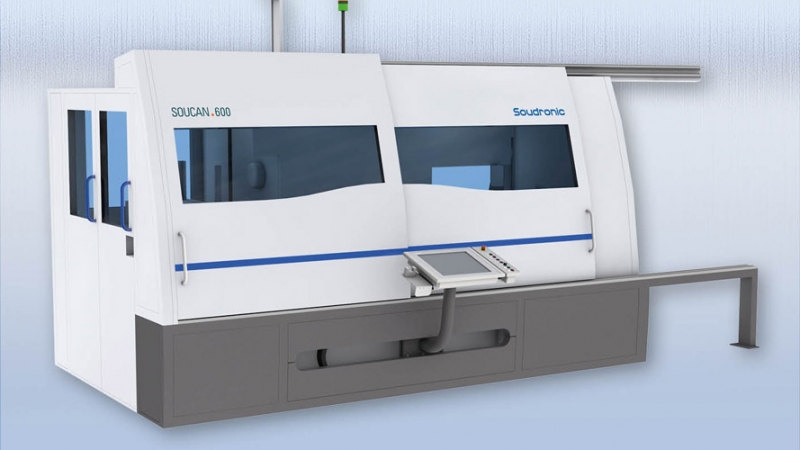
The new SOUCAN 600 S
With the new SOUCAN 600 S series we are introducing a new canbody welder generation. The best proven and successful features and technologies of the entire Soudronic portfolio are combined in this new welder. Customers can rely on a robust …
-

Soudronic Food Safety Standard
Over the last two years the Soudronic Group has developed the Soudronic Food Safety Standard in collaboration with an accredited Swiss laboratory. This unique standard is intended for the “basic hygiene” production section, where there is no direct contact with …
-

Successful Service Technicians Meeting
Four years after the edition 2019, and one year later than originally planned due to the COVID pandemic, Soudronic had the great pleasure to welcome a large team of field service technicians at our headquarters in Bergdietikon for the STM …
-

Season’s Greetings 2022
Watch our Season’s Greetings movie! We wish you a peaceful Festive Season and a Happy New Year. Wir wünschen Ihnen frohe Festtage und einen guten Rutsch ins neue Jahr. Nous vous souhaitons de joyeuses fêtes et une excellente nouvelle année. …
-

Top Employer 2022
We are proud to announce that Soudronic has won the award for Top Employer 2022 in the category 250-999 employees. This spring Soudronic took part in a Swiss employee survey with around 180 other companies and reached the first place …
-
A 30-year success story – UNICONTROL
Back in the early 1990s, Soudronic began developing its AFB/FBB series. Designed to weld an unprecedented 1000 can bodies per minute, the machines placed enormous demands on control system response times and processing speed and outstripped the capabilities of all …
-
Monitor Tap SOUCAN
New, more robust, silicone-free design. Customer benefits Retrofitting
-
Gulfood Manufacturing Dubai 2022
Soudronic Group has once again participated in the Gulfood Manufacturing Food Tech Show, that took take place from November 8-10, 2022 at the Dubai World Trade Centre. We welcomed visitors and customers at the booth of our partner Techno Middle …
-
Phase-out of UNISOUD, upgrade to PULSAR
Soudronic will phase out the UNISOUD converter by June 2025. Upgrade to the latest welding current technology and benefit from all advantages of the new PULSAR, the one-to-one replacement. In 1992, Soudronic developed the static UNISOUD welding current converter, a …
-
Easy adjustable destacker for fast change over
Body Blank Height changeover time is becoming increasingly important. With the new Easy Setup Feeder Magazine, a fast BBH changeover without the use of any tools brings more efficiency for canmakers. Advantages Retrofitting
-
Control Unit 86 and old drives will be phased out
BWM 2000 / BWM 2100 / BWM 2200 (NORMA)MWM 6000 / MWM 6100 / MWM 6200 (CORONA) CONSIDER THAT … The average availability and support of general industrial controls is around 15 year. Soudronic has been supporting machines which are …
-
Advanced Suction Cup
New, economic suction cup for destacker of AFB 200/600 and SOUCAN 100 – 760 With this new development Soudronic launches an economic suction cup for the destacker that features an increased life time for low and medium range machines at …
-
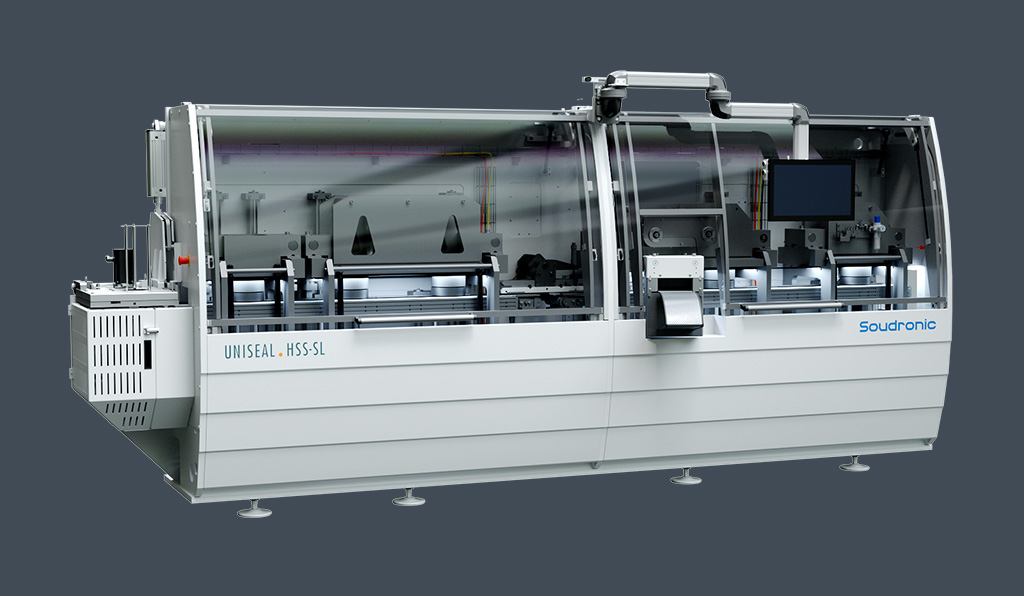
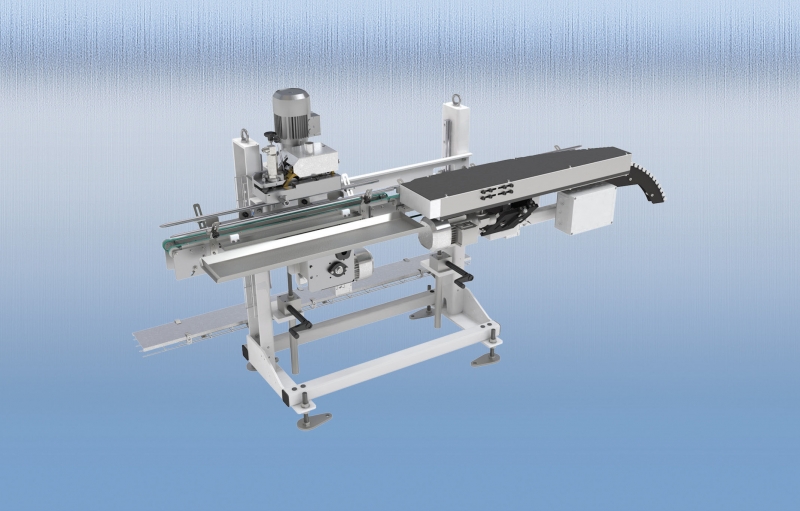
New machine: UNISEAL HSS-SL
For canmakers requiring low to medium production volumes of peel-off ends, the new single-lane heat sealing system UNISEAL HSS-SL is the perfect solution. The machine is available now and comes with a wealth of convincing features! The new UNISEAL HSS-SL for …
-
DISCON price reduction
Soudronic’s DISCON roller heads have been proven for decades as the reliable process solution for can body welding. Soudronic has constantly been working, since its market introduction, on developments and improvements on the DISCON system. Soudronic also has invested heavily …
-

DISCON
State-of-the-art roller heads for welders From 2020, all products are to be changed over to mercury-free substitutes. With our DISCON roller head we offer you a mercury-free alternative that has already proved its worth for many years. Start today in …
-

Cooperation Soudronic AG and Can Man AG
Cooperation Soudronic AG and Can Man AG We are proud to announce that Can Man AG together with Frei AG are new members of the Soudronic Group. Mr. Ruedi Umbricht together with his sister Marianne und his brother Johnny have …
-

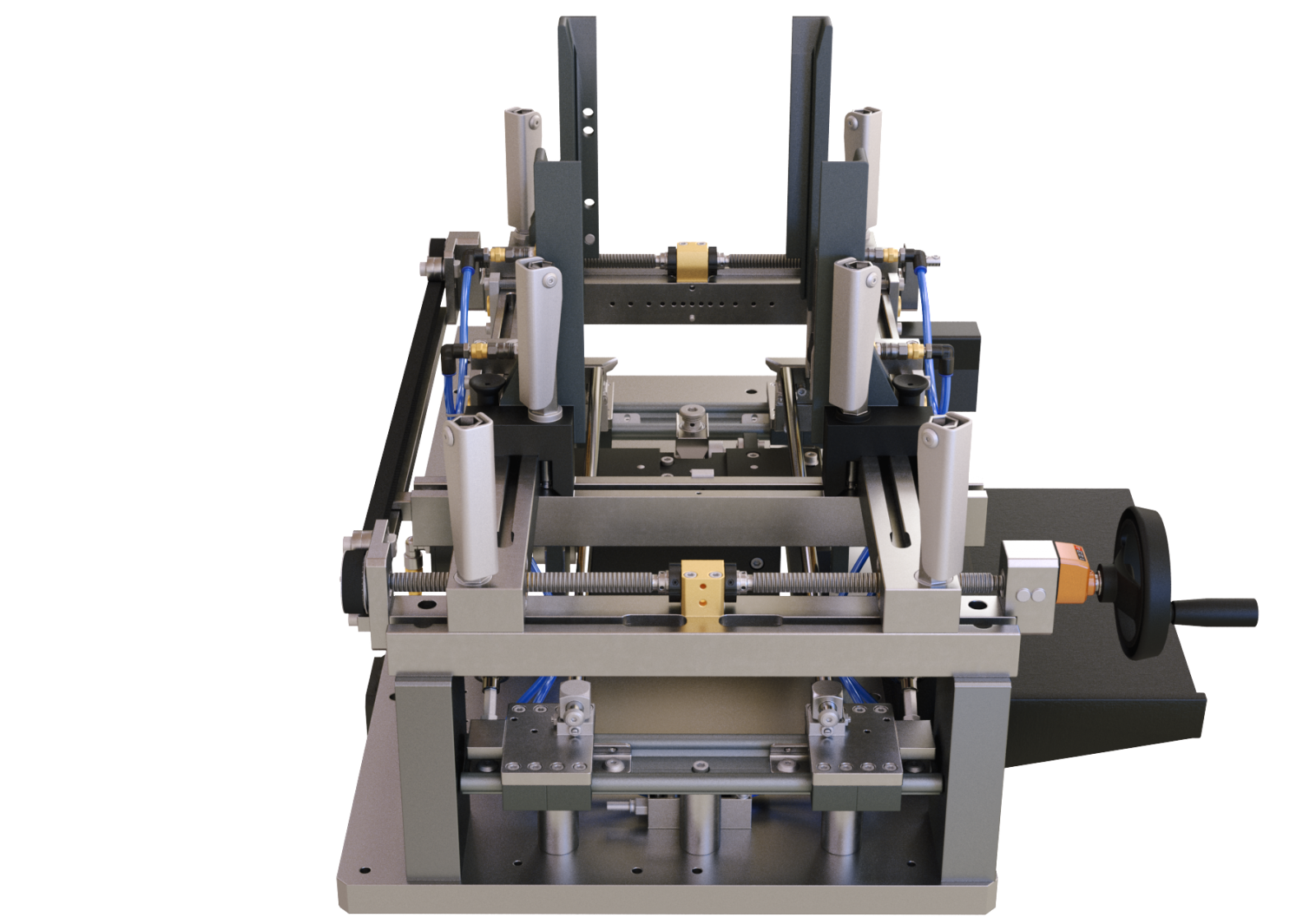
CT-3 Cone Tester
The CT-3 Cone Tester is used for testing the conical expansion of the can bodies at the leading and trailing ends. Model name CT-3 Cone Tester Sheet thickness 0.14 – 0.50 mm Can-body diameter 45 – 330 mm Can-body height …
-
OSS Lacquer Temperature Control
Fluctuating ambient temperatures affect lacquer viscosity and have a negative effect on the coating quality. By controlling the temperature of the lacquering gun (cooling and heating), the lacquer temperature can be precisely regulated (+/-1°C) regardless of the ambient temperature. Using …
-
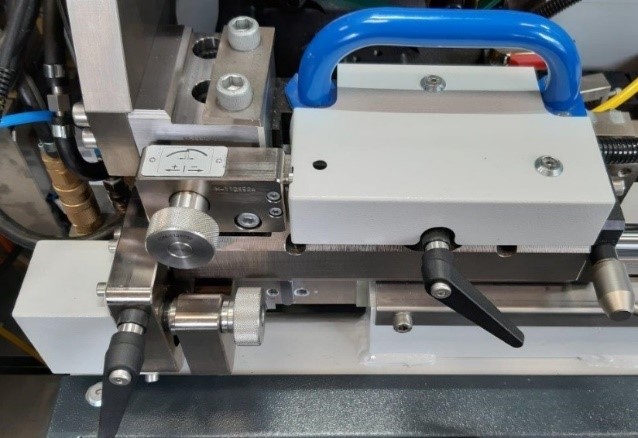
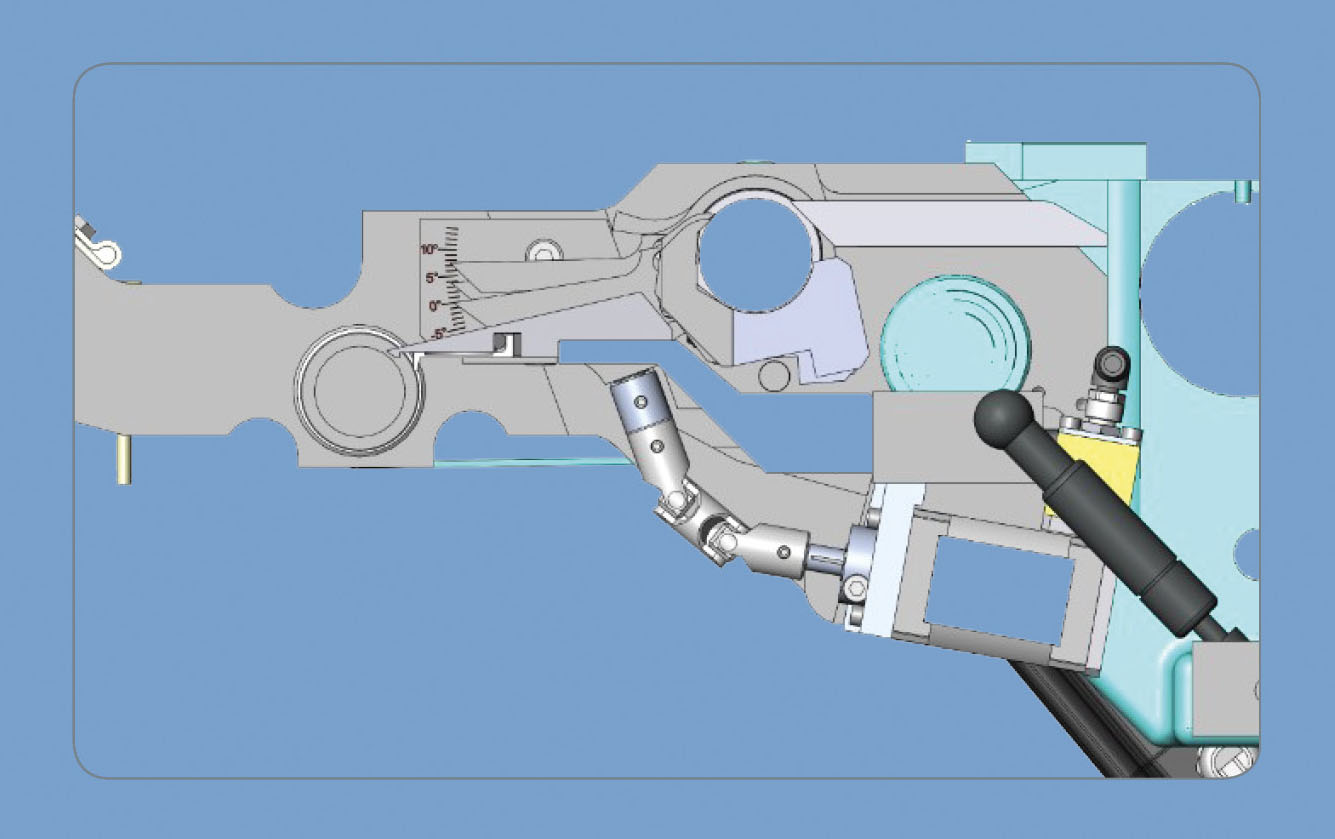
UNITOOL with easy setup
The UNITOOL setting positions have a direct influence on the welding quality. Therefore, these positions must be set very precisely when changing formats and tools In order to achieve even greater efficiency when changing formats and tools, the tool height, …
-

Tool box for refinishing and aligning roller heads
Maintenance is much easier with the roller head service kit. In the Roller Head Service Kit, the customer has all required tools and spare parts at hand for the roller head maintenance. Efficient refinishing and alignment of the roller heads …
-
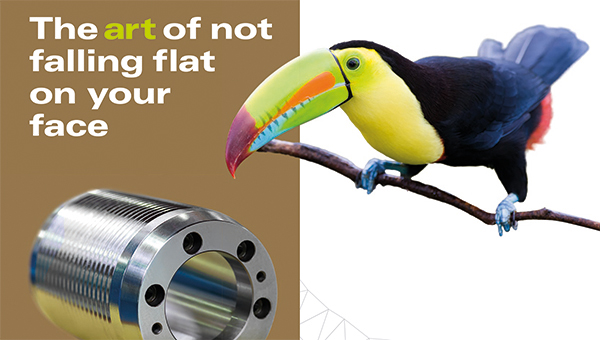
Difference in the detail – Lightweight rigidity
The art of not falling flat on your face Despite their oversized bills, toucans don’t keel over. Equipped with serrated edges that are perfect for tearing fruit, their beaks are surprisingly light and, thanks to a complex structure, extremely tough. …
-

Keeping a cool head
Difference in the Detail – Thermoregulation Animals have evolved many ways of staying cool. Jackrabbits have enormous ears with exposed blood vessels that dissipate heat and keep their body tem-perature within reasonable limits. Overheating is also a problem for resistance …
-

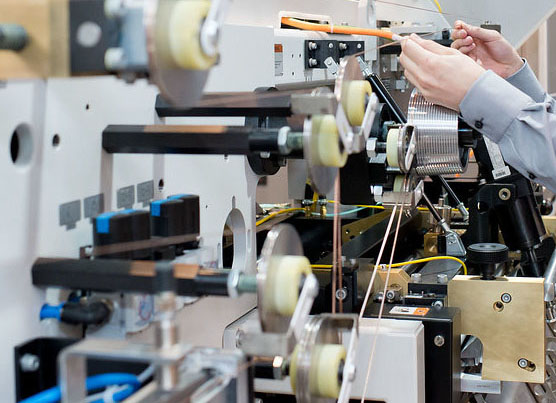
Fast, reliable customer support worldwide
Service Technician Meeting at Soudronic at the beginning of this year Customer support, as we understand it, is not only a global but also a lifelong commitment. Soudronic can be really proud of this picture. It shows the importance that …
-

Stand-alone DSA wire chopper
Wire break safety device for DSA with stand-alone wire chopper More space and flexibility in line layout design. The drum with the copper wire shreds can be positioned according to layout requirements thanks to the new option. The wire chopper …
-
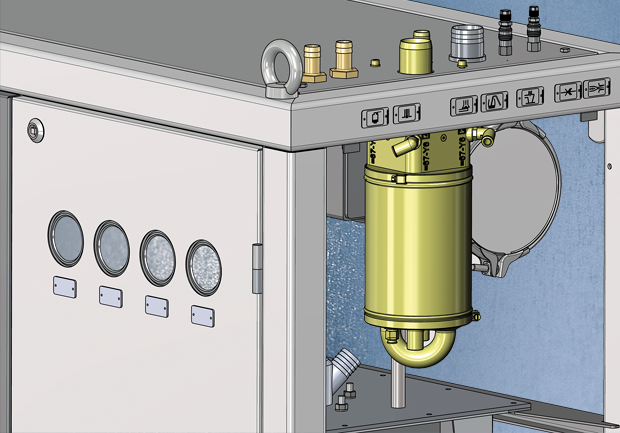
SOUCOAT – FDC-1000 COMPACT
Automatic filter cleaning during production guarantees a continuous and uninterrupted powder seam coating and increases the efficiency of the production plant. The installation of a bypass system in the FDC recycling unit enables continuous filter cleaning during production, thereby preventing …
-
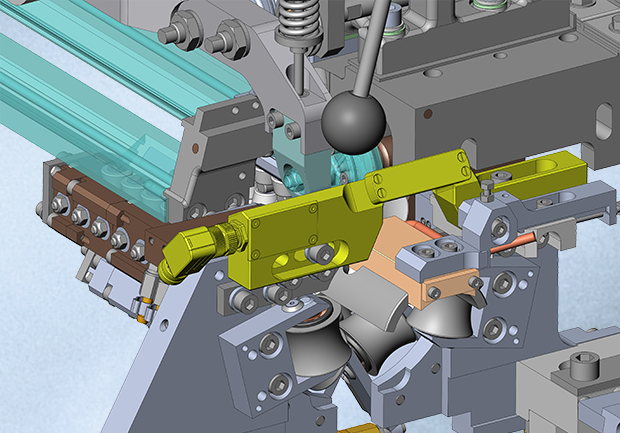
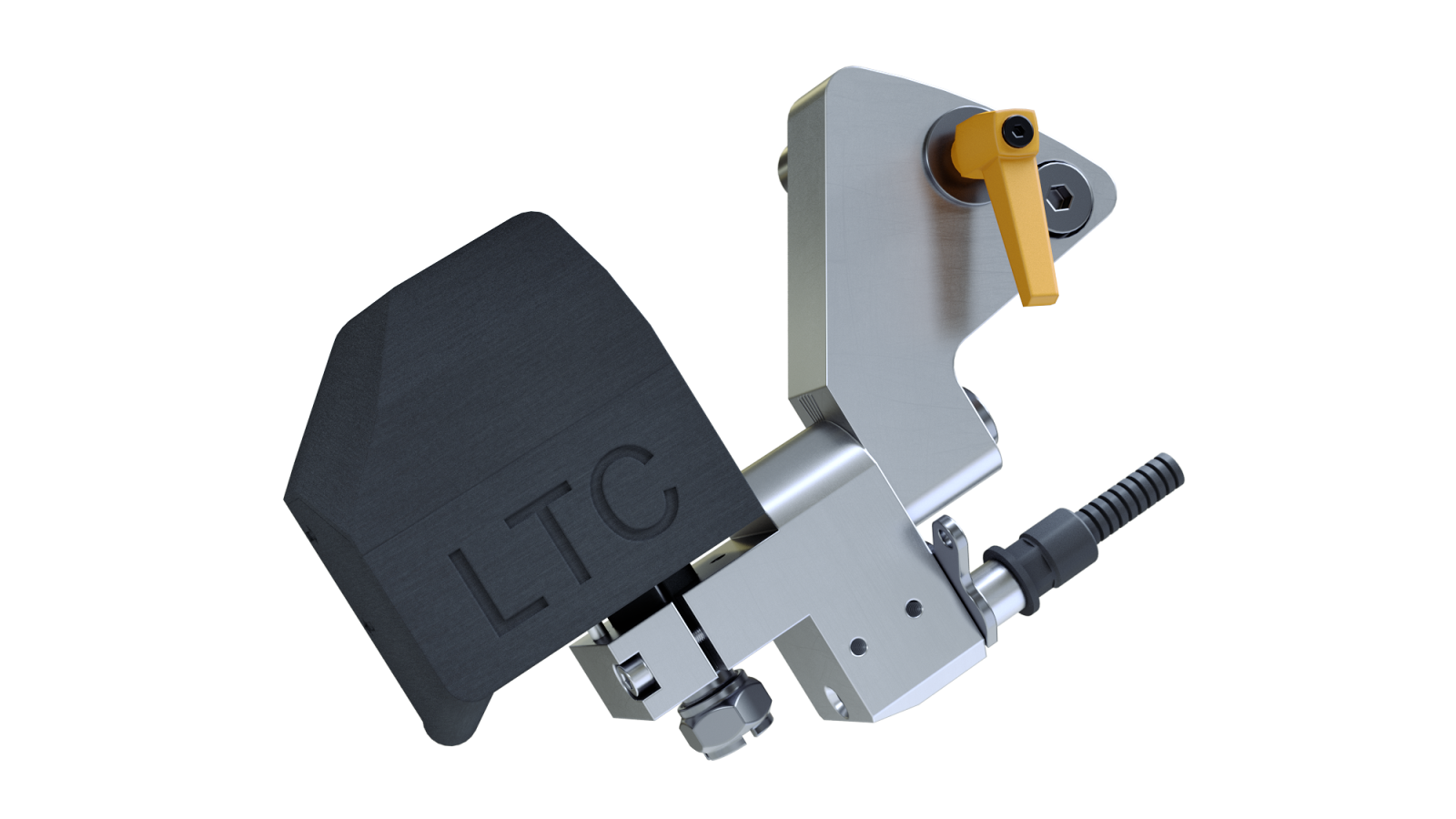
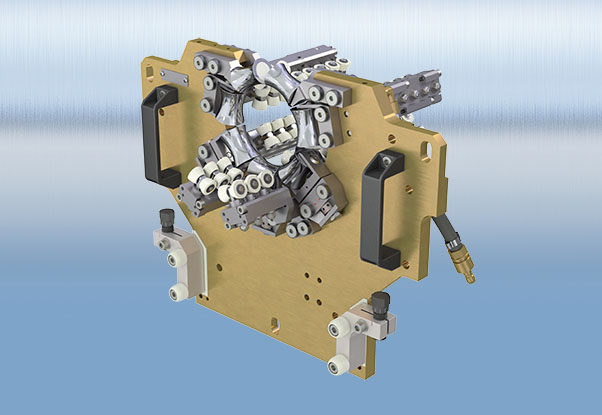
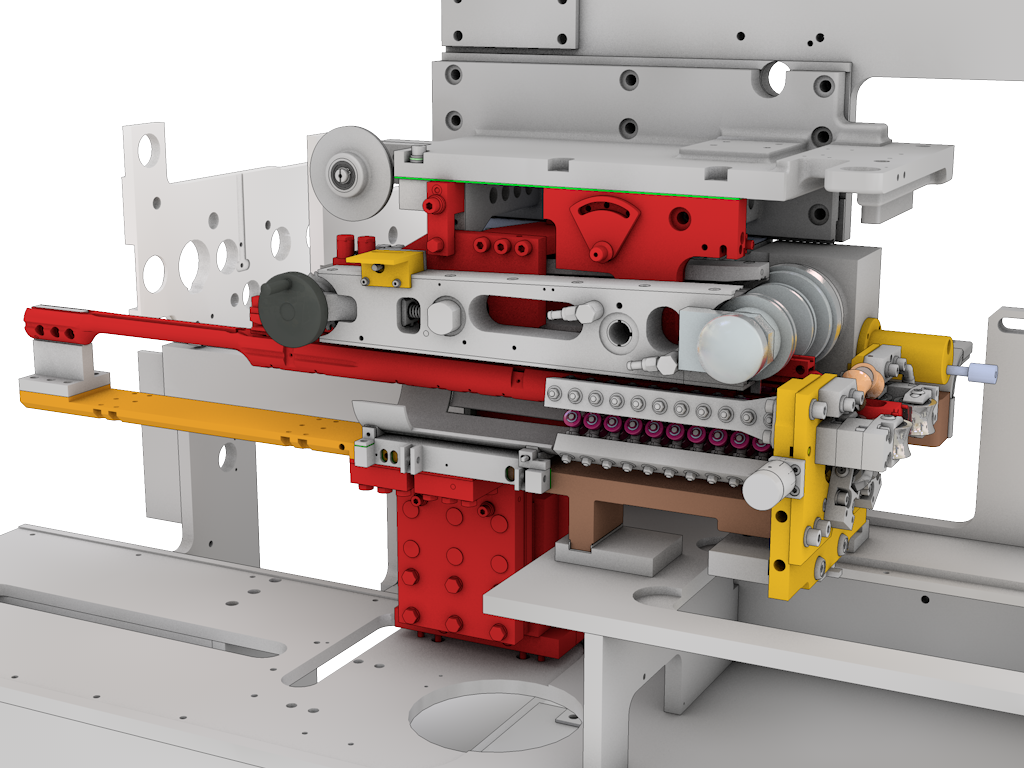
Calibrating Force Monitor
Thanks to the new Calibrating Force Monitor, all welding-related influences can be detected. Soudronic engineers have reached another major milestone that will boost production reliability in welding technology. So far cold welds caused by overlap errors could not be detected. …
-

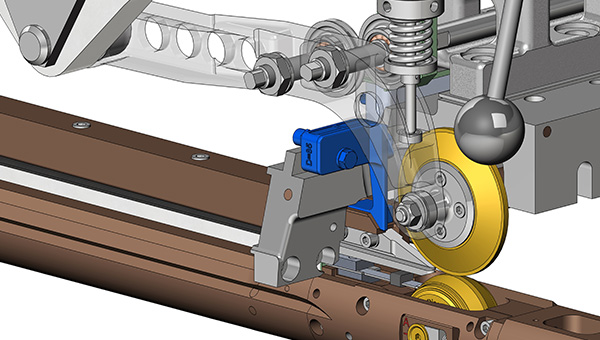
Welding Roller Dressing Unit VS-30
Reliable, safe and clean: the welding roller dressing unit VS-30 leaves nothing to be desired. A perfect roller head quality is the basis for a safe and efficient welding function. Therefore, it is a fundamental condition that the groove geometry …
-
UNIPROFILER
Motor-driven regulation of wire width for the wire profiling unit. Constant wire width – measured and corrected in real time Tedious measuring and manual correction no longer necessary. Meeting requirements despite ever-increasing quality standards As machines become faster and faster, …
-

Soudronic welder – Easy setup
An easier format change is hard to imagine. Feeder settings Quick reproducible format settings are the key to high-efficiency machines. Easy and time-saving In order to ensure trouble-free sheet separation, the feeder settings must be reproduced very precisely. With the …
-
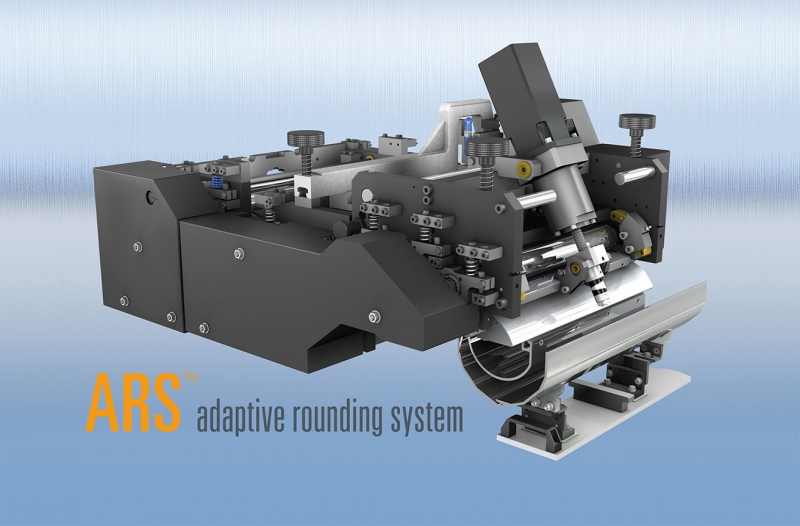
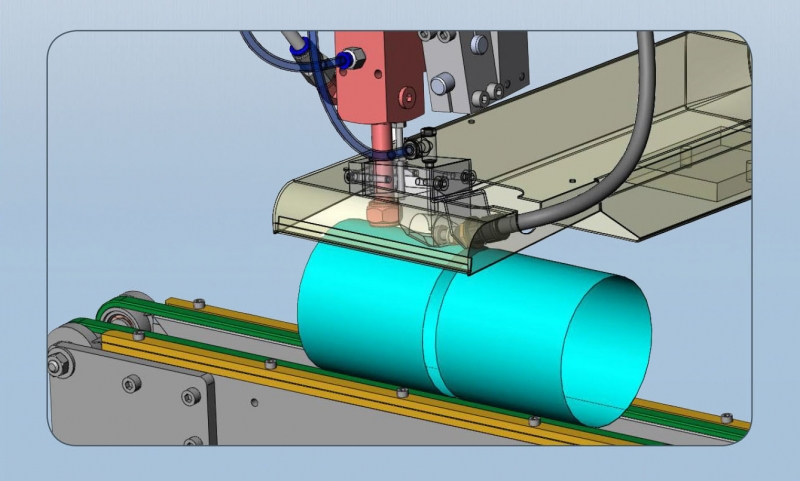
Rounding measuring device (SRM)
Soudronic now offers the diagnostics functionality of the Adaptive Rounding System (ARS) as an individual feature under the name Soudronic Rounding Measuring Device (SRM). Cost pressure is forcing canmakers to increase line efficiency. The demands made of machine operators are …
-

UNICONTROL 3 with new, integrated CAN bus and I/O diagnosis
The new feature allows rapid diagnostics without the need for auxiliary equipment on the UNICONTROL screen. Diagnosis of CAN bus problems is usually difficult without the help of an experienced specialist because the necessary measuring instruments are not available. The …
-
Seam temperature control boosts product quality
As the demand for greater all-round can quality increases, the packaging industry needs more effective production monitoring. One area of the manufacturing process crucial to quality is seam coating control. Fortunately, it is now a simple task to make vital …
-
Tool II
New version of the standard tool The latest generation of our standard tool is configurable for various requirements. In its simplest form, it is ideal for cost-effective sample production but can easily be modified for more exacting requirements. Retrofitting is …
-
Motorized flexer setting system MFS
The new option allows for faster, more precise adjustment of the flexer unit. Flexing precuts the rounding and is thus an important part of the rounding process. By drawing on empirical values obtained over many years in tough production environments …
-
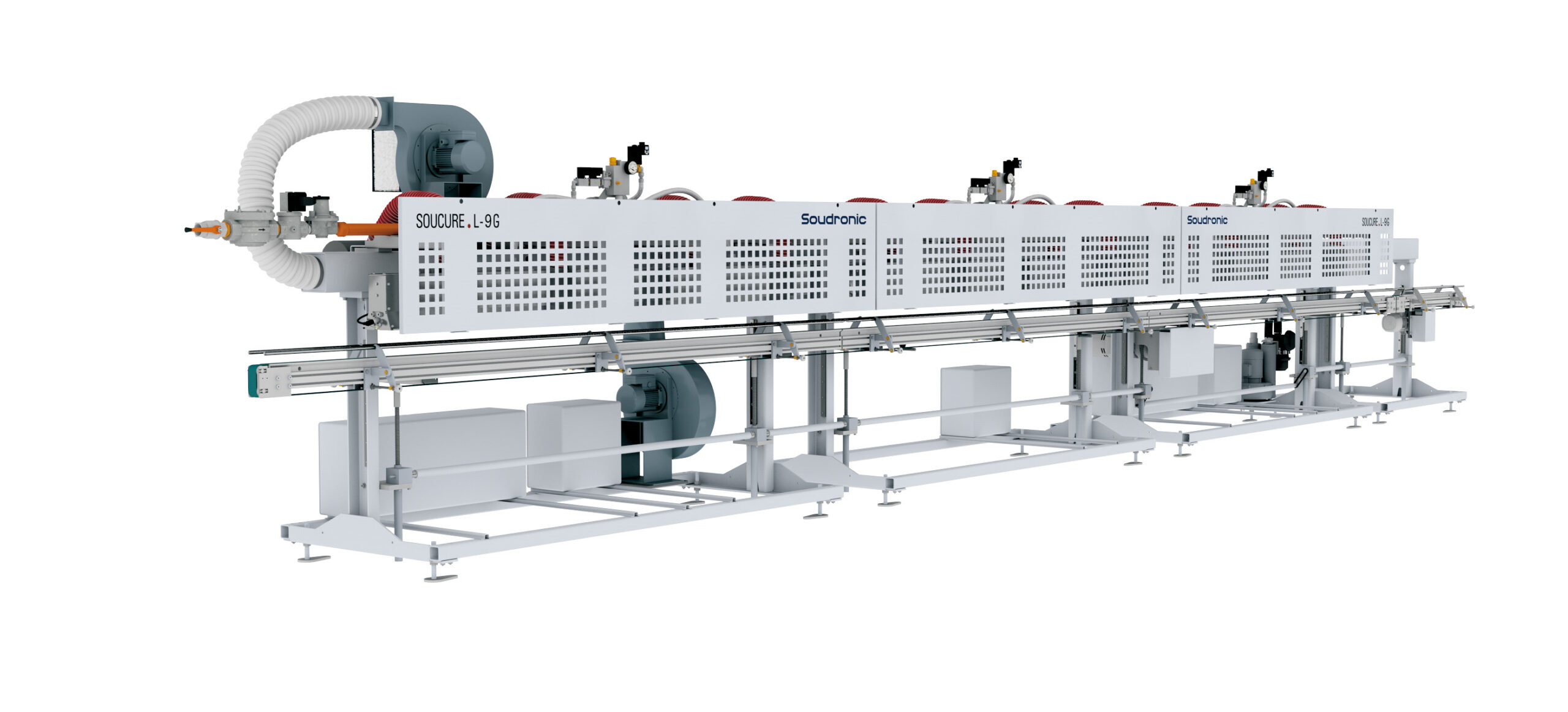
SOUCURE G – Gas burner with stainless steel burner tube
Corrosion-resistant burner tubes can be used to prevent corrosion caused by lacquer condensate, humidity, and oxidization as a result of thermal stress. Using corrosion-resistant materials eliminates material oxidization inside the burner tube, guaranteeing a continuous burner function and reducing the …
-
Tandem outside spray system for high-end production requirements
The tandem OSS was developed with a view to improving weld seam quality. Having two OSS units increases the thickness of the lacquer layer and protects the weld seam effectively against corrosion. Certain market regions and segments require increased protection …
-

Making the tried-and-tested better: SOUCURE I inductor with new casting compound
Plastic parts, such as inductor housings, are subject to influences that are difficult to simulate in laboratory tests. In particular, the sheer number of different solvents makes it virtually impossible to assess what happens when they condense. The Soudronic development …
-
Combo welding arm for SOUCAN 800-2000
The COMBO welding arm offers maximum flexibility and is compatible with different roller head designs. It is now also available for high-speed welders. The welding arm and the interchangeable front section are perfectly coordinated and verified and optimized using finite …
-
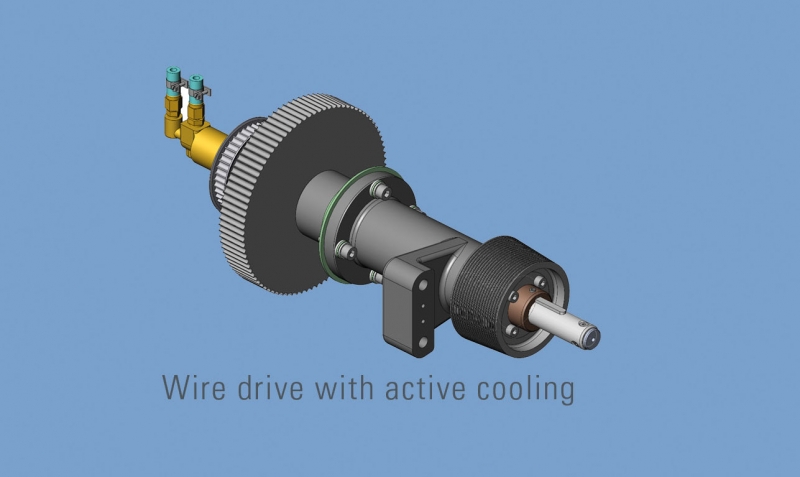
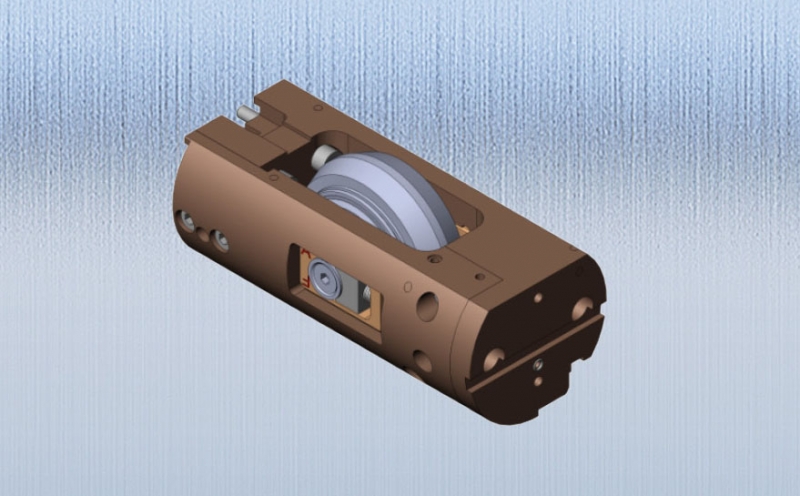
Active cooling for SOUCAN 800-2000 wire drive roller
High welding speeds call for special measures to prevent tin build-up in the wire guide pulleys. With conventional wire systems (excluding UNIWIRE technology), the copper wire is no longer actively cooled once it has passed through the lower welding roller. …
-
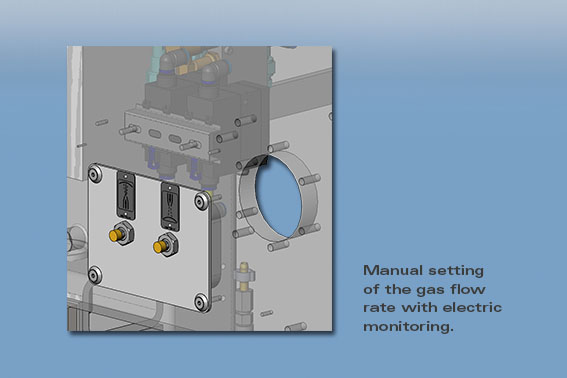
Shielding gas monitoring
New electric monitoring of the gas flow rate immediately recognizes malfunctions and enables effective quality control. Applying nitrogen to the weld seam prevents the formation of an oxide layer that would lead to inferior lacquer adhesion. If the gas flow …
-
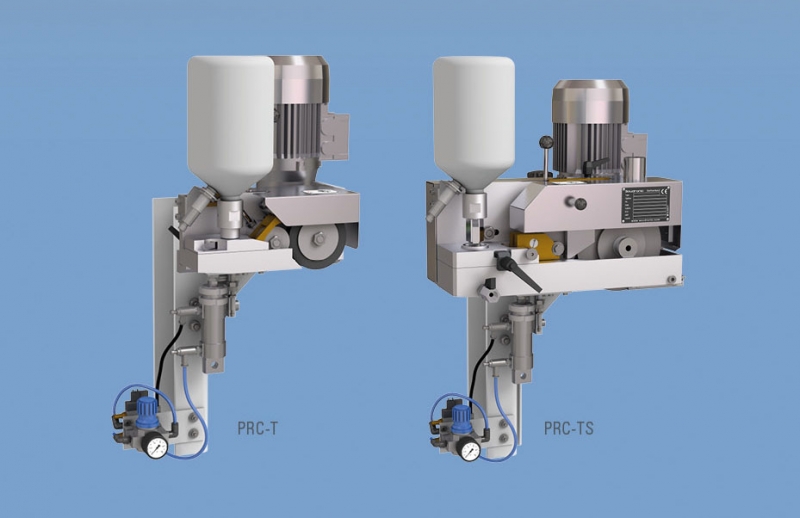
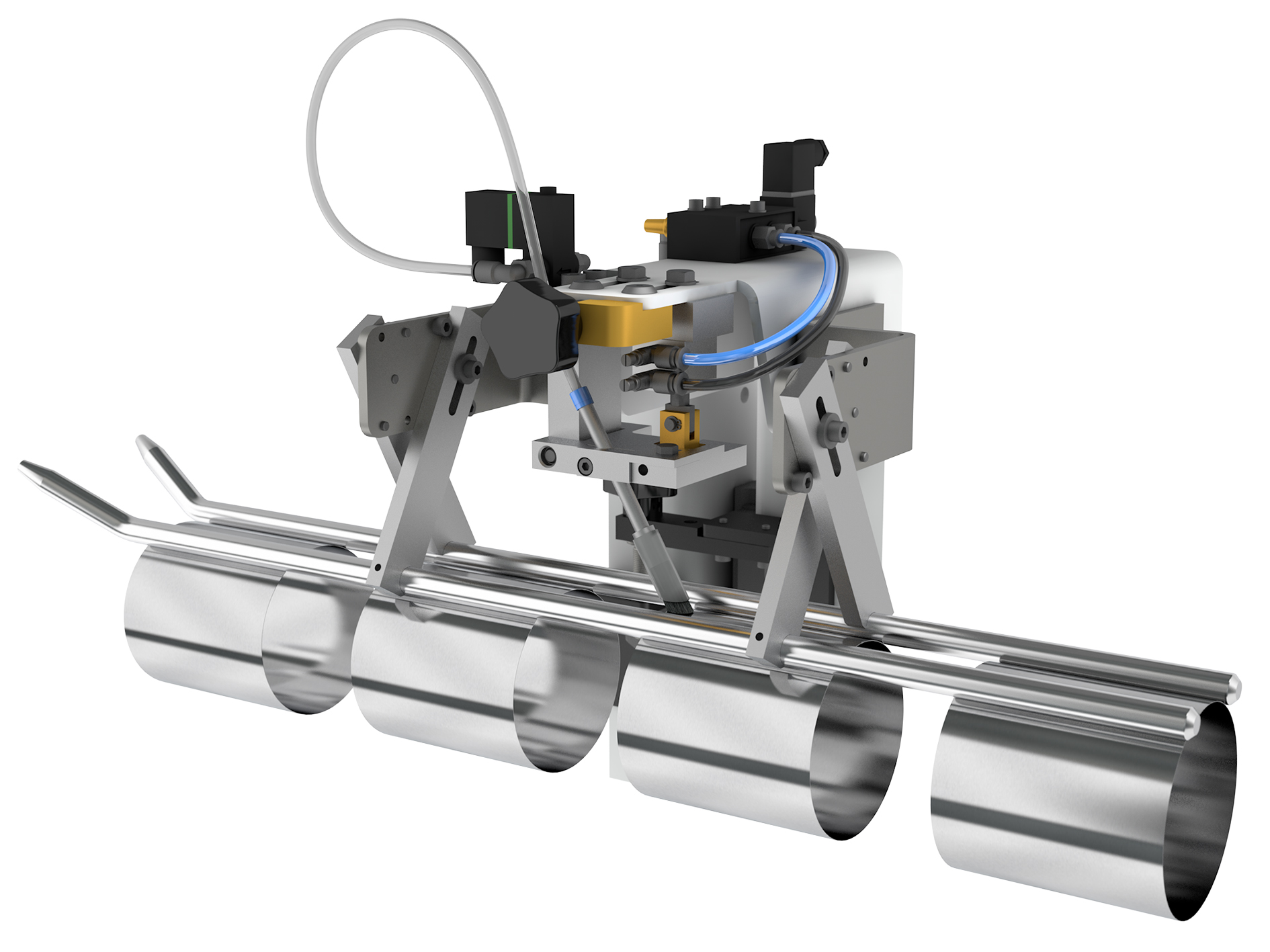
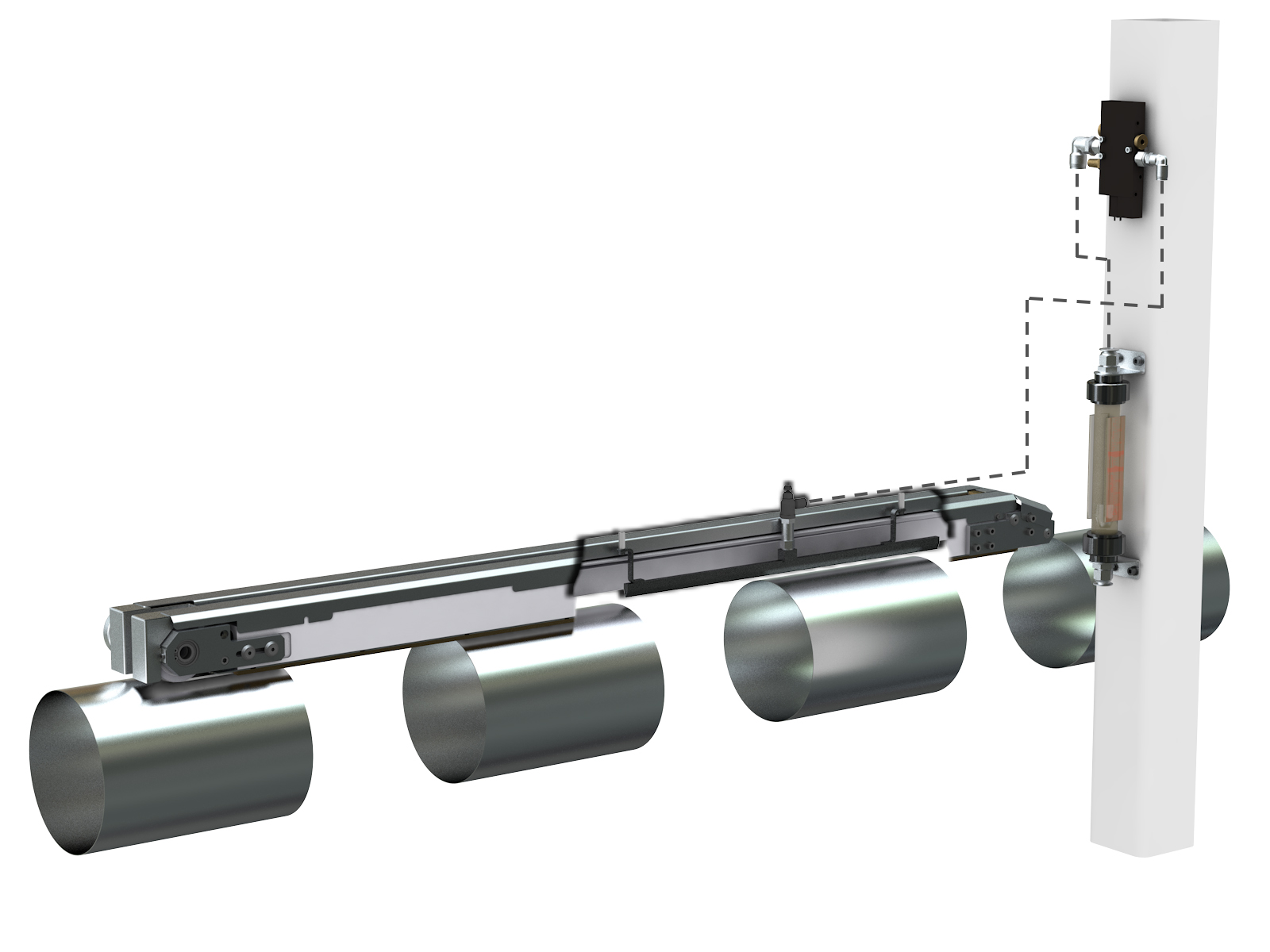
PRC-T / PRC-TS: Lacquer level monitoring boosts production reliability
Automatic monitoring detects low lacquer levels immediately and enables operators to replace or refill the bottle in good time, guaranteeing continuous production, free of unnecessary disruptions. Detection sensors on PRC-T and PRC-TS outside seam lacquering systems permit hassle-free monitoring of …
-

Ocsam and Cepak merger streamlines operations
Following the retirement of Cepak Managing Director Villiam Ferretti at the end of 2015, Soudronic is merging the company with Ocsam, its second Italian subsidiary. The move will give employees a new state-of-the-art workplace in Calerno, Reggia Emilia, with no …
-
Outside seam lacquering unit ANL-LST
The new ANL-LST is a logical development of the outside seam lacquering unit that has proven its worth for so many years now. Its outstanding qualities are the relatively low acquisition and running cost, maximum flexibility, first-class ergonomics and ease …
-

Employees vote Soudronic top employer in Switzerland’s medium-sized company sector
In a survey involving over 27 000 employees from 118 companies, Soudronic emerged as the top employer in the medium-size enterprise range, category 1, for organizations with 250 to 999 employees. The survey comprised 55 questions covering a wide range …
-
SCU seam-cooling unit
Our seam-cooling units are now simpler, more efficient and save energy. And thanks to optimized aerodynamics, there is no longer any need to cool the air used for the application.
-

Wire profiling unit – extended service life
A detailed damage analysis showed that the most common cause of damage is wear and tear of the sealing components. New food-grade lubricants are now used to comply with increasingly strict safety and quality requirements. Improvements to the sealing components …
-

Now phthalate-free
Phthalate-free plastic components are making the world a safer place for us all. Phthalate esters are used primarily as plasticizers in polyvinyl chloride (PVC) products and other synthetics. The addition of phthalates makes plastics, which are often brittle, more flexible …
-
Maintenance-free chain
The maintenance-free chain requires no lubrication. In the past, some customers have preferred a belt conveyor because, unlike the chain conveyor, it needed no active lubrication. However, the belt conveyor had two disadvantages: it was not possible to use the …
-
LARC – Compact and user-friendly
The new compact design of the lacquer application and reject conveyor (LARC) with its ergonomic lacquer drip pan and practical worktops is extremely user-friendly. The drawer-like arrangement of the lacquer tanks for the outside (OSS) and internal (LAS) spray systems …
-

Agitator prevents lacquer from separating in tank
Sooner or later, depending on its quality and viscosity, lacquer may separate in the tank. This can severely reduce the quality of the seam coating. An agitator helps to prevent separation and guarantees consistent lacquer quality. The agitator comprises a …
-
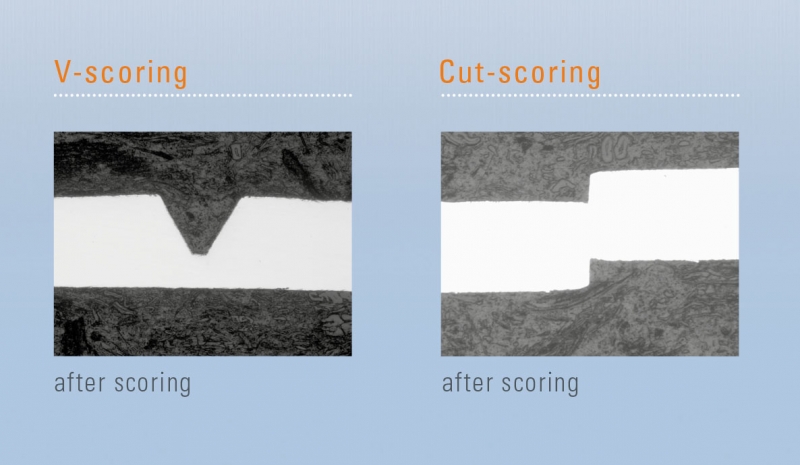
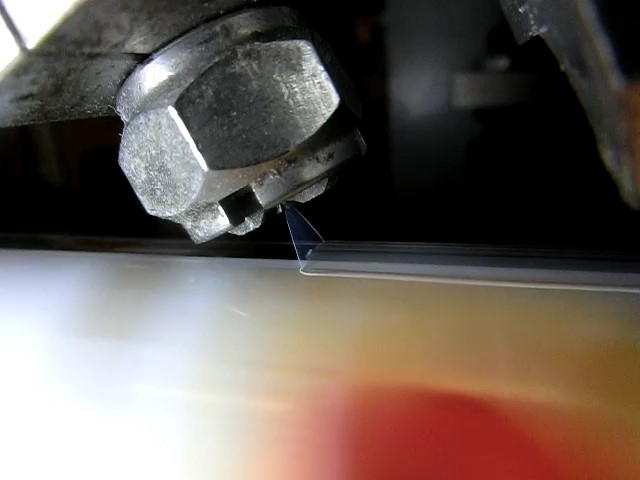
Cut-Scoring
A method for scoring can bodies when standard scoring (V-scoring) reaches its limits. In cut-scoring the cold deformation of the material is much lower. The remaining ductility is therefore much higher than in V-scoring, which is preferable for necking and …
-
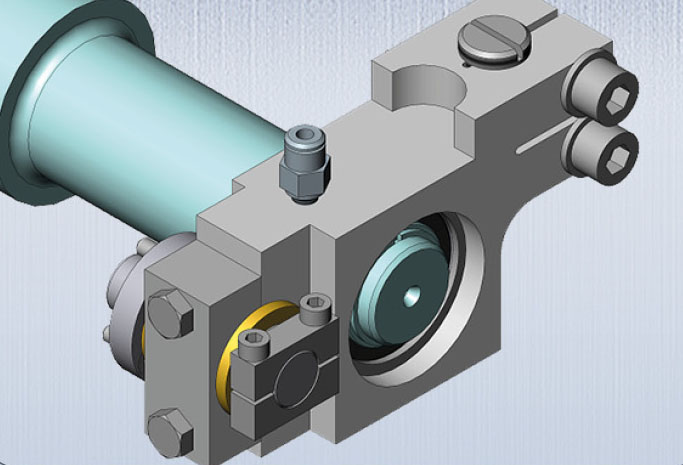
Rollformer – Swivel bearing with flexure hinge (FKG)
New innovative, wear-free swivel bearing for bearing transport, flexer and rounding rolls. The swivel bearings turn through only a small angle. The cut blanks conveyed by the transport rolls exert a considerable impact force. As a result of the high …
-
Wire system UNIWIRE
UNIWIRE takes speed into a new dimension. Perfectly even gaps between can bodies on the welding plane are no longer wishful thinking. Fluctuations in the gaps between cans generate different forces at the leading and trailing end of the can …
-
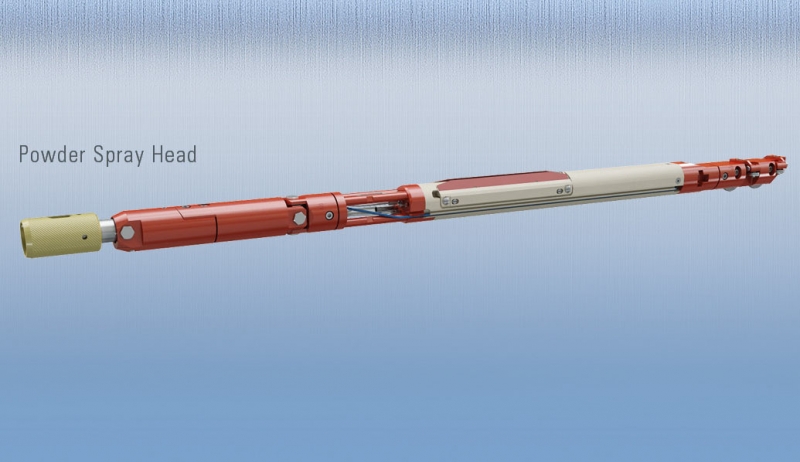
Powder Spray Head
Powder spray head: retaining lip adjustment made easy User-friendly, simple, individual and reproducible height adjustment of retaining lips without changing the spray width. In contrast to the previous version, where the height of the retaining lips was not adjustable, the …
-
Adaptive Rounding System ARS Conversion
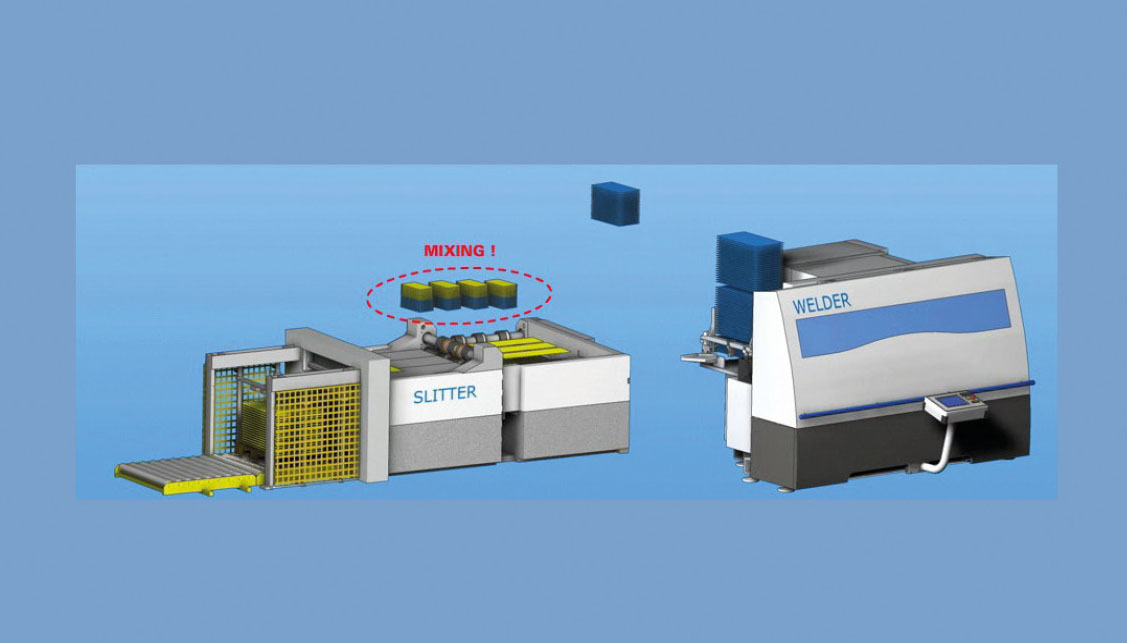
Soudronic offers conversion kits for all widely sold welder types. Every day, canmakers are confronted with the problem of processing sheet metal in different yield strengths, plain or lithoed, for different brands and in mixed batches (from the beginning and …
-
Outside spray system OSS
Contact-free lacquer application stands for undemanding setting. Thanks to the low application pressure the OSS environment remains clean. OSS is the new high performance alternative solution. Low pressure application meets high-speed: The use of the OSS permits the contact-free application …
-
Wire-break safety device for DSA
The wire-break safety device on the DSA prevents welding machines from making emergency stops. Advantages
-
SOUCAN noise protection hood
Reducing noise pollution at work is an increasingly important issue. Better acoustics improve productivity. Noise-induced hearing impairments are one of the most common recognized occupational diseases. In many countries, noise protection and occupational safety legislation requires machine owners to ensure …
-
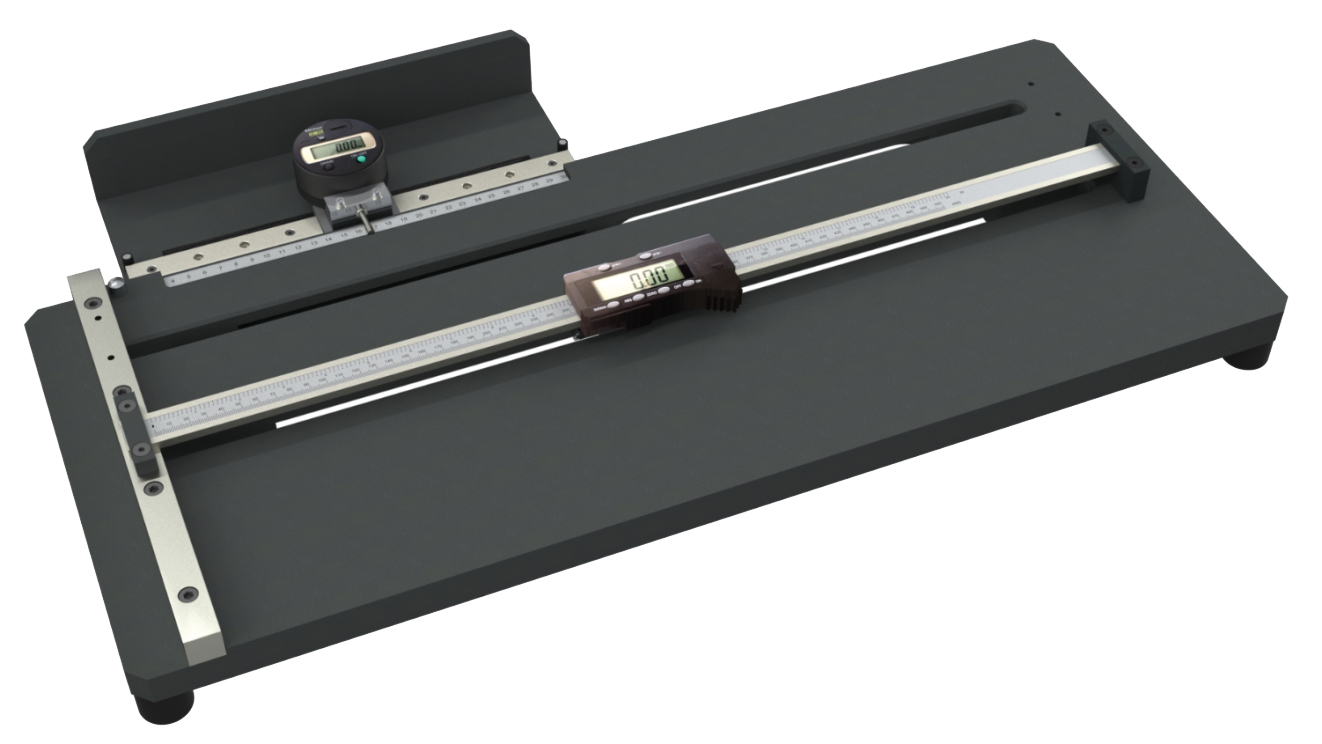
Digital Body Blank Measuring Unit ZM520
With the ZM520 digital body blank measuring unit, operators can now measure body blank cuts simply and precisely. Designed for everyday use on the factory floor, the rugged units measure the length, width and angle of body blank cuts as …
-
FBB ECO – short current bus bar
Combine tried and tested FBB with the latest SOUCAN technology to slash energy costs and optimize running. Simply optimizing current conduction can cut your energy costs by as much as 30%! Reduced thermal radiation in the rounding zone provides huge …
-

UNI-Q
UNI-Q is a new approach designed to generate uniform quality and performance standards that meet or exceed customers’ expectations. We can achieve this by integrating quality-related functions and processes all the way down the production line. UNI-Q monitors and assesses …
-
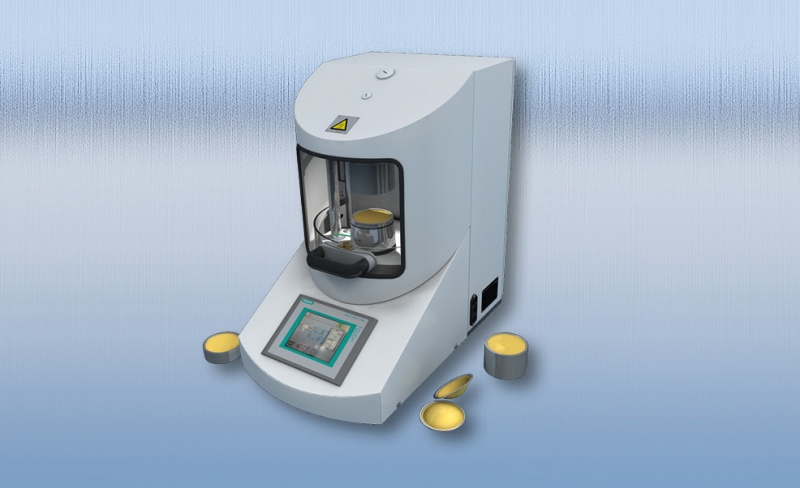
HBT Hot Burst Tester
The hot burst tester simulates procedures in the autoclave. It enables the quality of the sealing to be tested under very realistic conditions. Following tests can be simulated:
-
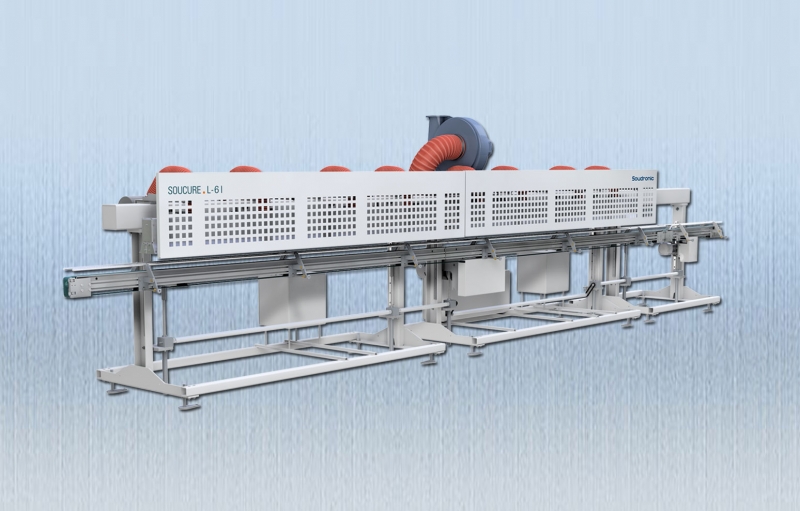
Induction system SOUCURE
A new alternative to the well-proven gas curing systems. The Soudronic induction curing system – a future-oriented solution for a successful can production – is one of the new developments available. It represents an alternative to the well-proven gas curing …